



异型钢弯制松套法兰发展
您是第 位读者 发布日期:2013-09-16
异型钢弯制松套法兰发展。
随着石油化工行业的发展,装置规模的增大,D,250U上的大直径松套法兰的重要量越来越大。用锤锻或压纹机以热锻法制造这类法兰是不合适的,因为需要吨位很大的锻压设备.采用轧制型钢弯曲后对焊的方法制造大直径松套法兰最有发展前途。
弯制法兰的工艺过程如下:将具有法兰截面形状的异型钢材按计算尺寸切断,用专用弯卷机弯成环形,然后将对接接头焊住。实践证明这种方法制成的松套法兰,其断面的形状与法兰要求的形状极其相近,所以机械加工量及金属消耗量大大减少。
图5-3所示的工艺方法能避免弯成的松套法兰出现椭圆度。
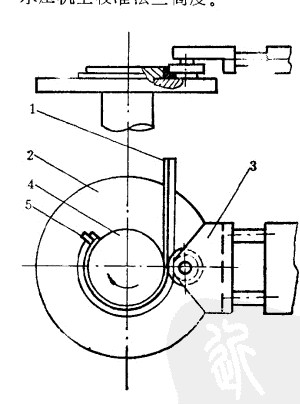
图法兰弯曲机
I―坯料;2―转合3―压辘:4―芯盘,5―压铁
图5-4校准道径
1―芯杆.2―芯块,3―松套法兰
上一篇:环形轧机轧制松套法兰工艺 2013/9/16
下一篇:牛鼻子弯形不锈钢翻边管算料法 2013/7/22